想要了解我們的精密鋼管廠家現(xiàn)貨銷售產(chǎn)品嗎?別錯(cuò)過這個(gè)產(chǎn)品視頻。它將通過生動(dòng)的畫面和詳細(xì)的解說,讓您對(duì)產(chǎn)品有更深入的了解。
以下是:大理賓川精密鋼管廠家現(xiàn)貨銷售的圖文介紹

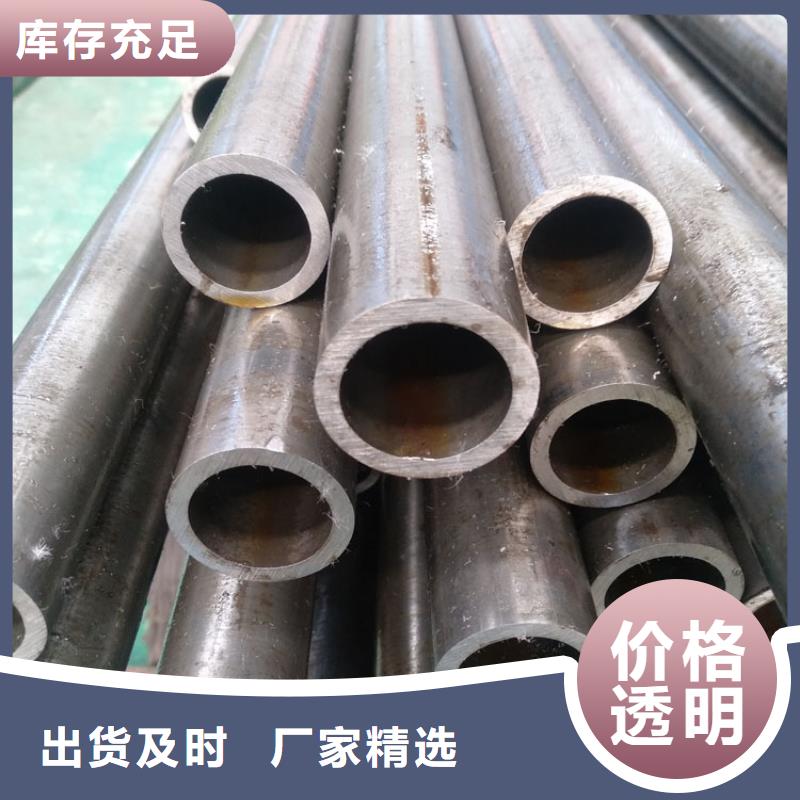
大理賓川精密鋼管的詳細(xì)介紹
源廠供貨 靈活適應(yīng)
貨銷售")
常德45精密鋼管知識(shí)
進(jìn)行去應(yīng)力退火時(shí),小口徑精密無縫鋼管在一定溫度作用下通過內(nèi)部局部塑性變形(當(dāng)應(yīng)力超過該溫度下材料的屈服強(qiáng)度時(shí))或局部的弛豫過程(當(dāng)應(yīng)力小于該溫度下材料的屈服強(qiáng)度時(shí))使殘余應(yīng)力松弛而達(dá)到的目的。在去應(yīng)力退火時(shí),工件一般緩慢加熱至較低溫度(灰口鑄鐵為500~550℃,精密無縫鋼管為500~650℃,有色金屬合金沖壓件為再結(jié)晶開始溫度以下),保持一段時(shí)間后,緩慢冷卻,以防止產(chǎn)生新的殘余應(yīng)力。
對(duì)精密無縫鋼管表面進(jìn)行除油、除銹,以便進(jìn)行下道工序處理做準(zhǔn)備。在生產(chǎn)過程中,酸洗過程就是為了去除表面氧化皮,后經(jīng)過潤(rùn)滑處理,再進(jìn)行拔制深加工。精密鋼管如果不酸洗、表面可能有氧化物和油污,磷化液核能無法將它們除去,磷化質(zhì)量會(huì)降低。公司分析在這一環(huán)節(jié),必須要將擠壓輥的擠壓作用力保持在適當(dāng)范圍內(nèi),從而確保精密鋼管管內(nèi)焊筋、均勻、連續(xù),避免出現(xiàn)搭口現(xiàn)象。此外還要注意到焊縫開口角度和長(zhǎng)度,開口角是指擠壓輥前,管坯兩邊緣的夾角,通常在4~70之間變化,開口角的大小則主要是和燒化過程的穩(wěn)定性有關(guān)。
常德45精密鋼管資訊
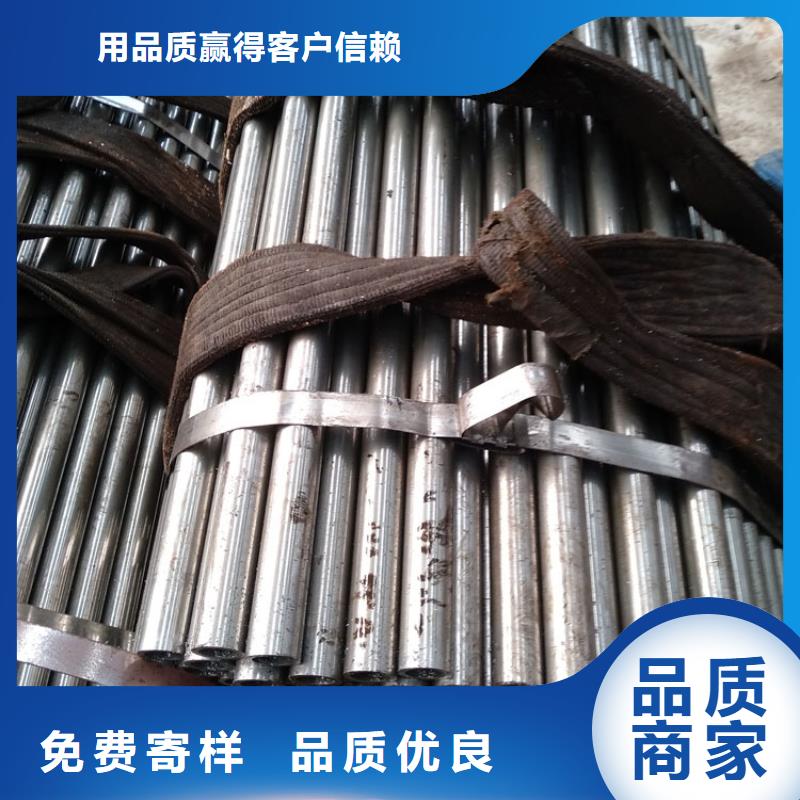
質(zhì)量控制:圓度:圓度控制代替焊接。由于加熱后的焊縫材料和強(qiáng)度會(huì)發(fā)生變化,如果一開始管道彎曲不好,將直接導(dǎo)致不合格。當(dāng)焊接良好時(shí),不會(huì)完成焊接。焊接彎曲是一個(gè)關(guān)鍵部分。如果去讓壓力機(jī)特意去折彎成本要貴100元左右。所有需要找一個(gè)大型壓力機(jī)至關(guān)重要。精密鋼管加工廠直度:卷管的直管段對(duì)接是很重要的一部,要求卷管下料的準(zhǔn)確性,口徑的一致性,還有專業(yè)的工具水平自動(dòng)調(diào)節(jié)托輥。這樣可以很好的找到平衡點(diǎn),好多廠規(guī)模不行,直接用兩支鋼管鋪在地上,把一段段的管架在管在上做對(duì)接,這樣只是臨時(shí)性的辦法,成批量質(zhì)量標(biāo)準(zhǔn)要求高的必須要水平托輥專業(yè)工具。
精密鋼管加工廠焊接:做這個(gè)卷管都是根據(jù)公司的實(shí)際情況對(duì)卷管打坡口。大部分焊接是埋弧焊。埋弧焊機(jī)的電流和電壓應(yīng)調(diào)節(jié)平穩(wěn)。應(yīng)根據(jù)坡口尺寸選用焊絲。焊劑在使用前必須經(jīng)過干燥和篩選。只有這樣才能焊接出好的產(chǎn)品。如果電流不穩(wěn)定,盤管內(nèi)會(huì)有氣孔,焊縫表面也不像葫蘆那么漂亮,如果焊劑沒有烘干和篩選,焊接鋼管上會(huì)有許多氣孔。
常德45精密鋼管現(xiàn)貨
|
無縫鋼管
|
45#
|
273*12
|
國(guó)標(biāo)
|
大量
|
大量
|
電議
|
***
|
|
無縫鋼管
|
45#
|
273*14
|
國(guó)標(biāo)
|
大量
|
大量
|
電議
|
***
|
|
無縫鋼管
|
45#
|
420*20
|
國(guó)標(biāo)
|
大量
|
大量
|
電議
|
***
|
|
無縫鋼管
|
45#
|
420*26
|
國(guó)標(biāo)
|
大量
|
大量
|
電議
|
***
|
|
無縫鋼管
|
45#
|
420*28
|
國(guó)標(biāo)
|
大量
|
大量
|
電議
|
***
|
|
無縫鋼管
|
45#
|
420*34
|
國(guó)標(biāo)
|
大量
|
大量
|
電議
|
***
|

貨銷售")
精選原材
貨銷售")
注重細(xì)節(jié)
貨銷售")
工序嚴(yán)控

用心制作
操作便捷
優(yōu)質(zhì)原料
用途廣泛
誠(chéng)信放心
專注質(zhì)量
貨銷售")
貨銷售")
貨銷售")
貨銷售")
貨銷售")

