

309S錐形鋼板卷筒大口徑直縫焊管工廠直銷視頻已經精心制作完成,它將以全新的方式展現產品的獨特魅力,讓您為之傾倒。
以下是:廣西南寧309S錐形鋼板卷筒大口徑直縫焊管工廠直銷的圖文介紹

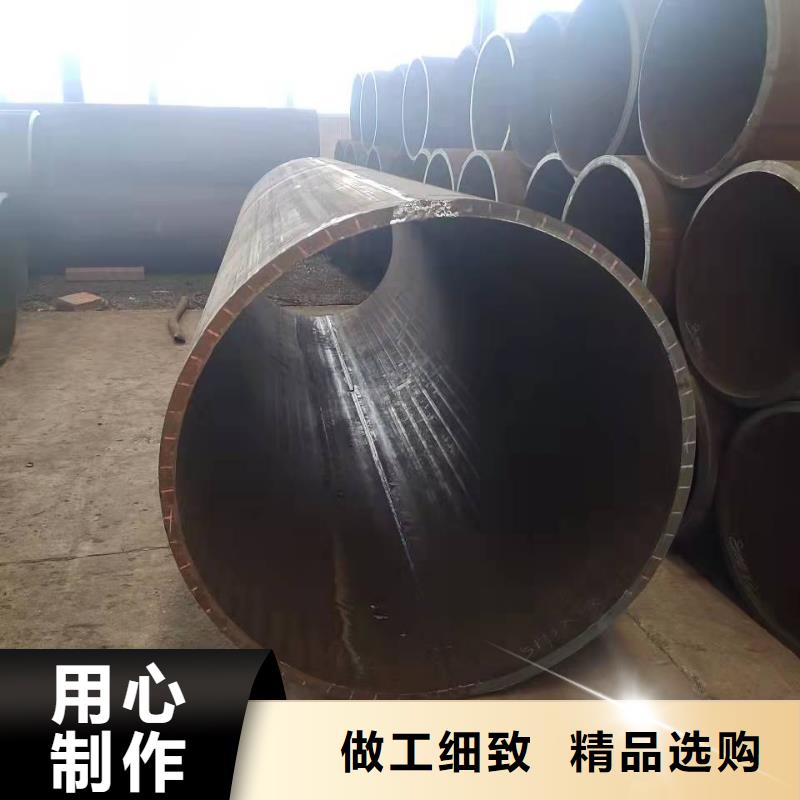
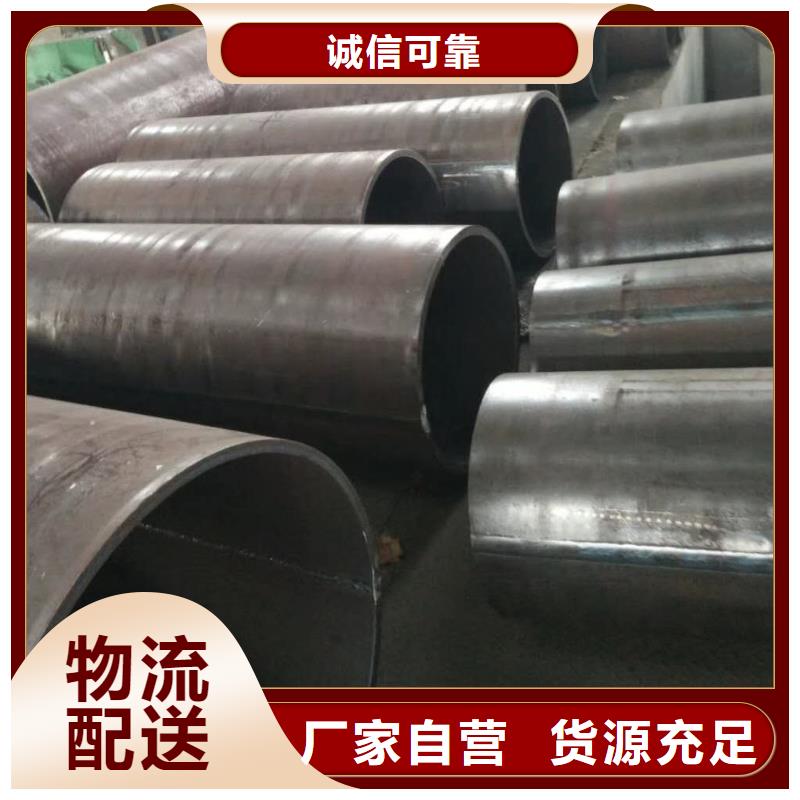
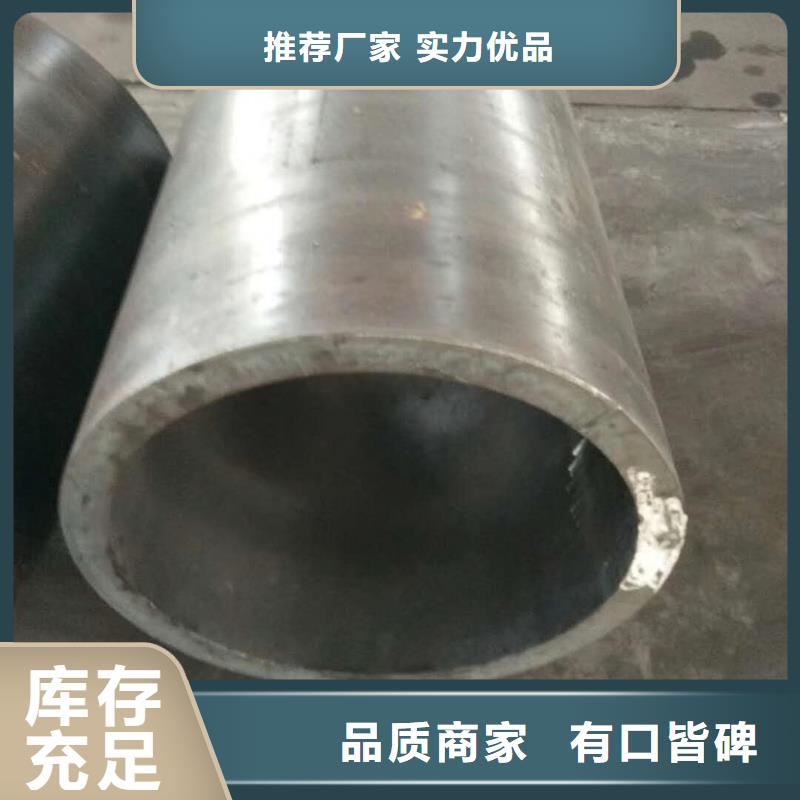
鋼板卷管鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊。對焊接完的管節進行第二次滾圓,卷管的校圓樣板的弧長應為管子周長的1/6~1/4;樣板與管內壁的不貼合間隙應符合下列規定: 1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。 2離管端200mm的對接縱縫處不得大于2mm。 3其他部位不得大于1mm。 4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊縫不能雙面成型的卷管,當公稱直徑大于或等于600mm時,宜在管內進行封底焊。


鋼板卷管在放樣前必須用鋼卷尺對鋼板進行檢查,并找正。鋼材的放樣尺寸按卷管的中徑計算,放樣后在鋼板上打上樣沖,并標出鋼板的中心線。管道坡口加工宜采用機械方法,也可采用等離子弧、氧乙炔焰等熱加工方法。火焰切割前應將鋼材表面距切割邊緣50mm范圍內的銹斑、油污等干凈。采用熱加工方法加工坡口后,應除去坡口表面的氧化皮、熔渣及影響接頭質量的表面層,并應將凹凸不平處打磨平整,切口上不得產生裂紋,并不宜有大于10mm的缺棱,切割后應邊緣上的氧化物、熔瘤和飛濺物等。機械加工時,加工表面不應出現臺階。對接坡口根據工藝及規范的要求進行加工,簿板一般采用V型坡口,厚板采有X型坡口,對于小于6mm的板材,可不加工坡口,但在反面焊接時,必須砌底清根。切口或坡口邊緣上的缺棱,當其為1~3mm時,可用機械加工或修磨平整,但不能超過的1/10;當缺棱或溝槽超過30mm時則用Φ3.2以下的低氫型焊條補焊,并修磨平整。切口或坡口邊緣上若出現分層性質的裂紋,需用10倍以上的放大鏡或超聲波探測其長度和深度。



山特金屬制品(南寧市分公司)專注于 濾水管銷售和服務。公司有經驗豐富的工程師,保證提供及時、好的售后服務,公司建有備品倉庫,可以迅速快捷地提供產品備件,保證客戶能夠及時買到各種備品備件。 公司主要銷售: 濾水管。

