





【新品發布,視頻先行!】生產線,鋼筋切斷機種類多質量好產品,等你來探!
以下是:四川眉山生產線,鋼筋切斷機種類多質量好的圖文介紹

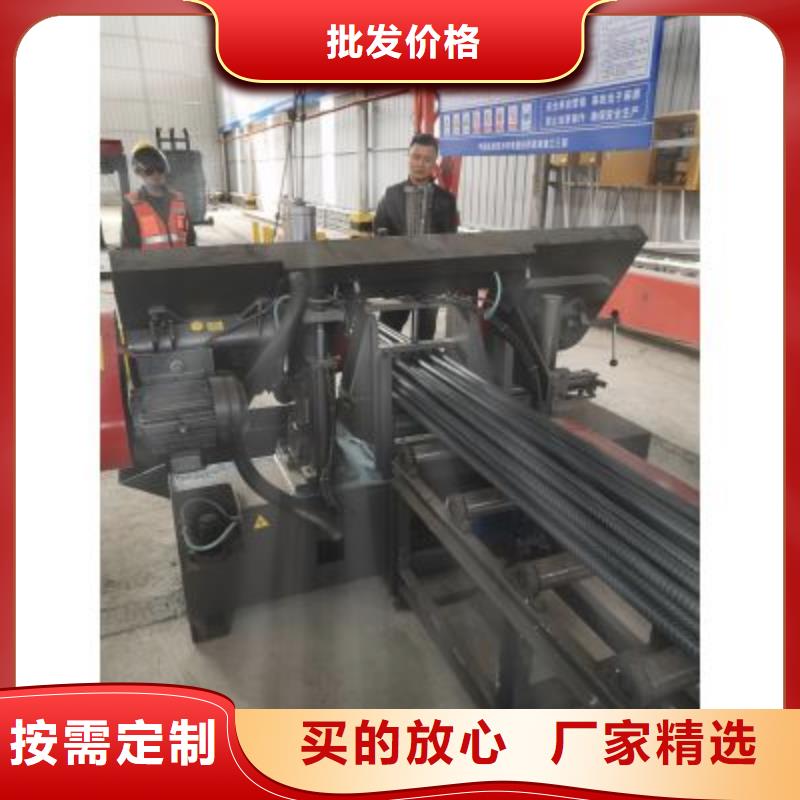
近年來隨著科技的進步和發展很多的施工現場樁基鋼筋籠越來越多的采用套絲搭接的方式進行,傳統的焊接搭接慢慢的被淘汰。因而如何處理套絲搭接問題成為了很多施工方頭疼的問題。數控鋼筋鋸切套絲打磨生產線是專門為處理套絲搭接問題而專門設計的一種數控鋼筋加工智能化設備。帶大家了解一下四川眉山數控鋼筋鋸切套絲打磨生產線具體是如何處理套絲搭接問題的。1、數控鋼筋鋸切套絲打磨生產線首先對原材料鋼筋進行定尺的鋸切,在數控屏幕上設置需要鋸切鋼筋的長度,原材料鋼筋使用行吊放到原材料放料架上等待鋸切。2、原材料鋼筋工人手動撥到運料軌道上,鋼筋自動被運送到鋸床進行鋸切工作。3、原材料鋼筋在鋸床部位被鋸切成指定長度后再通過運料軌道被運送到鋸切完畢的半成品儲料倉里等待套絲。4、半成品儲料倉里的鋼筋被一根一根的翻轉到套絲軌道上,分別進行兩個端頭的套絲。5、兩個端頭套絲完畢的鋼筋被翻轉到打磨軌道上進行兩個端頭的打磨。6、兩個端頭打磨完畢的鋼筋被翻轉到成品儲料倉里等待取用。由上可見,整個的生產流程中使用人工的地方非常少,因而數控鋼筋鋸切套絲打磨生產線越來越多的出現在了施工現場。很多的施工方有剛開始的不接受到后來的慢慢喜歡。數控鋼筋鋸切套絲打磨生產線越來越受到歡迎。在此向施工方要說明的是鋸切套絲打磨生產線是對原材料鋼筋的兩個端頭進行處理,而并非是對已經做好的籠子成品進行處理。而且數控鋼筋鋸切套絲打磨生產線也存在一些弊端,比如占地空間較大,對場地的平整度要求較高等。


a、鋸床導向臂的導向角夾持的鋸條與鋸床工作臺不筆直:處理:安好鋸條,調整鋸導向角的螺栓,使鋸條與工作臺面筆直。b、帶鋸條有可能磨損:處理方法:如果鋸條有修正價值能夠修補,如果沒有的話就替換鋸條。c、帶鋸條可能松了。漲緊鋸條。d、帶鋸床下料速度進給太快,調整調速閥使進給速度慢一點。e、鋸床兩導向臂之間間隔太大,調一下導向臂的間隔,一般比材大6-10厘米f、鋸床導向角里夾鋸床的小軸承可能損壞,替換小軸承就能夠!
數控鋸床以圓鋸片、鋸帶或鋸條等為刀具,鋸切金屬圓料、方料、管料和型材等的機床。鋸床的加工精度一般都不很高,多用于備料車間切斷各種棒料、管料等型材。由主動輪和從動輪帶動鋸條作業,鋸條斷料方向由導軌操控架操控。經過調整自轉軸承將帶鋸條調正調直經過掃削器將鋸削掃掉。由液壓油缸活塞桿支撐導軌操控架下落進鋸斷料,裝有手動或液壓油缸夾料鎖緊組織,以及液壓操作閥開關等。



建貿機械 (眉山市分公司)坐落于 鋼筋籠繞籠機基地四川眉山,公司領導團隊由多位從業 鋼筋籠繞籠機行業十幾年的精英組建而成,應允時代的需求打造了一家針對 鋼筋籠繞籠機專業研發、設計、生產、銷售、安裝為一體綜合性企業。


鋼筋端面打磨機結構與功能可以分為電控系統、氣動加持裝置、銑削機構、自動加油機構等部分。
(1) 電控系統:選用國內品牌電器元件,保證電氣平穩運行。
(2) 氣動加持機構:由空壓機和雙加持缸及其附屬元件組成,雙氣缸結構使加持更牢固,品牌空壓機供氣更穩定充足。
(3) 銑削機構:6刀頭銑削頭,水平方向采用無極調試電機,可根據鋼筋規格進行調速。大功率銑削電機保證銑削迅速。
(4) 自動加油機構:可自動設定加油時間,無需擔心忘記加油使機器壽命縮短。
4.主要技術參數
· 轉速:1390 min 功率:3KW
· 電源:380V,50-60HZ 重量:300KG
· 外形尺寸:長1100mm寬840mm高1350mm



